

















“First of all, the end product is stronger,” he says.
“To achieve the best mechanical properties, the typical resin content of a composite is 30-35% by weight.
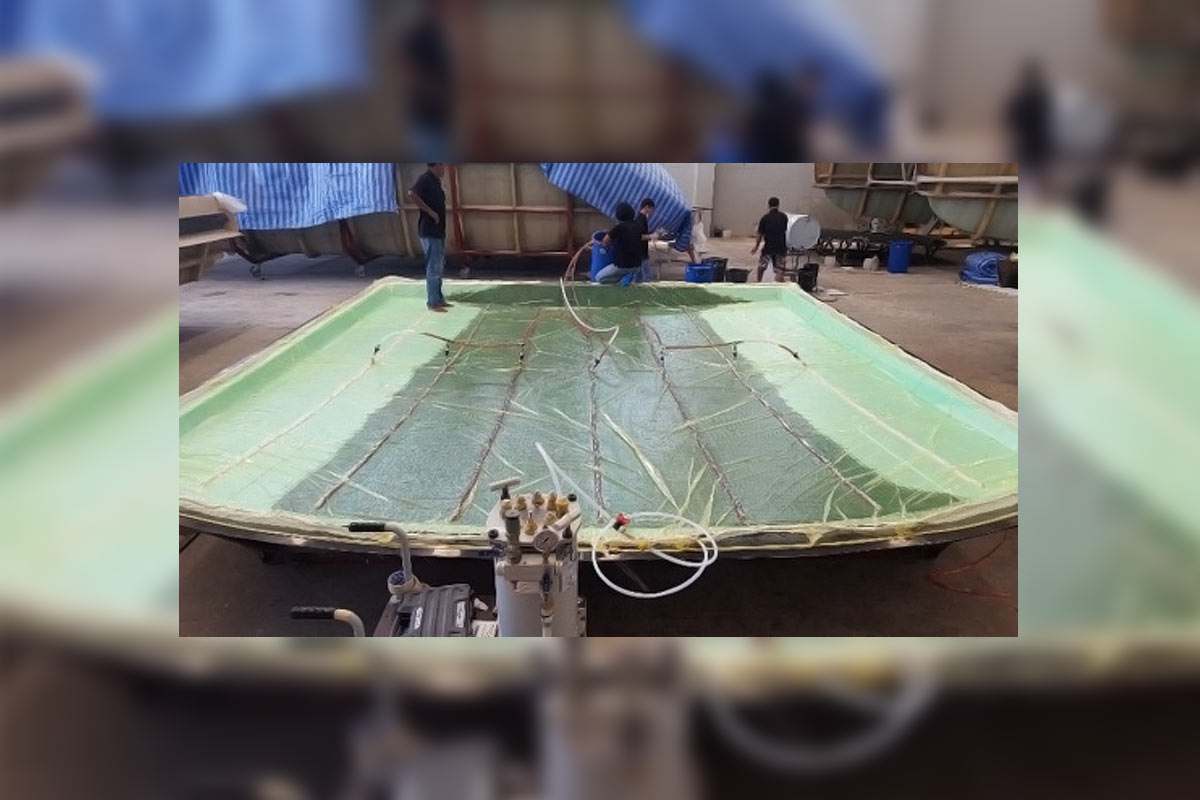
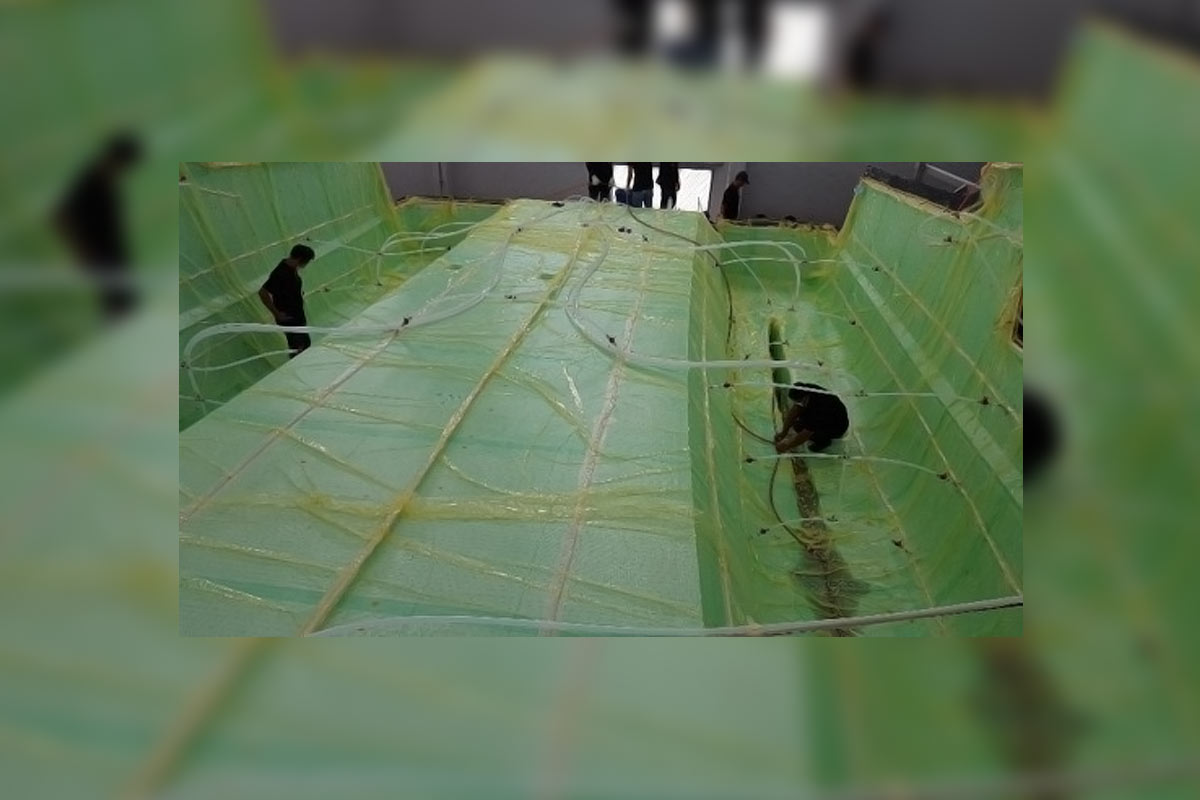
The vacuum infusion process helps us achieve this by reducing the amount of resin, leading to a relatively higher fibre content.”
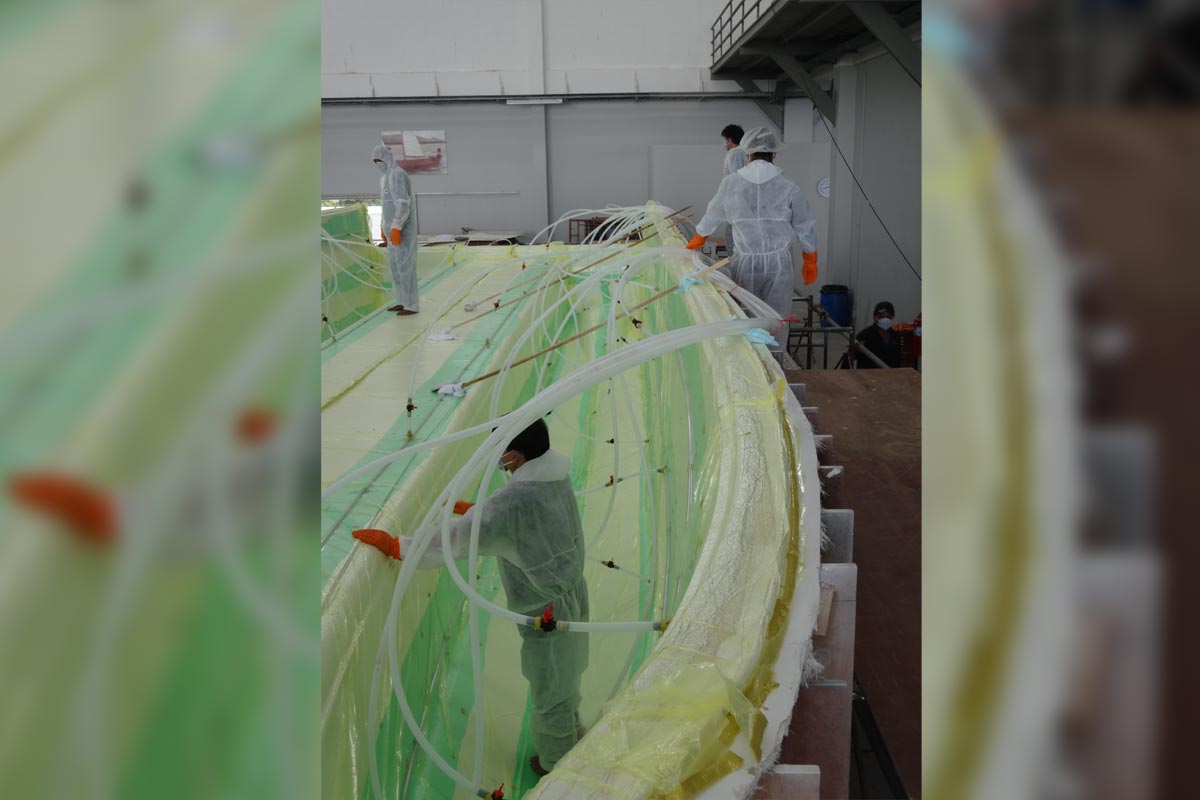
Still on the subject of strength, the vacuum infusion process can be combined with foam cores for more advanced laminates.
This greatly increase stiffness for a low weight penalty.
“Cores enable bigger panels, less internal stiffening and so a clearer internal layout. They are also better at absorbing impact damage.”